|



 |
 |
 |
 |
 |
| 品牌 | 韩国镜湖日丽 |
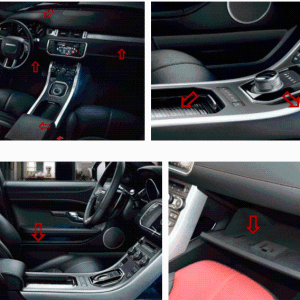
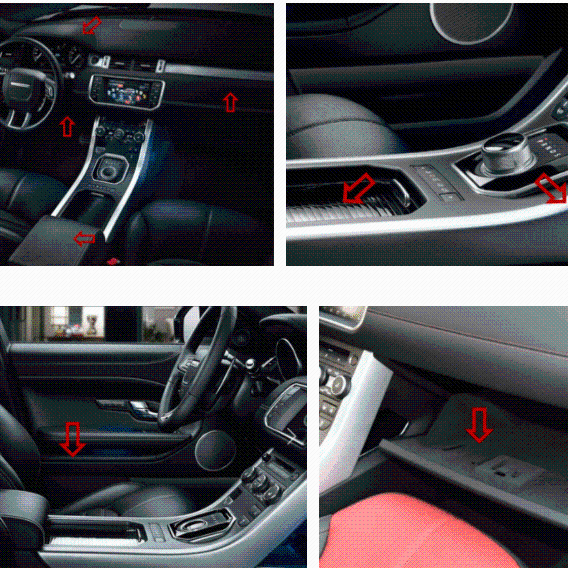
| 用途 | 主要用于汽车外饰件如后视镜、散热格栅、门外三角块等。 |
| 牌号 | HW600G HW600F HW602HF HW603E |
| 型号 | HW600G、HW601HI、HW610HT、HW600FR。 |
| 品名 | AES |
| 外形尺寸 | 25Kg/包 |
| 生产企业 | 韩国镜湖日丽 |
| 是否进口 | 是 |
AES树脂(丙烯腈-EPDM橡胶-苯乙烯共聚物)具有高耐候性,即使长时间暴露在室外紫外线、潮湿、雨淋、光照及臭氧环境下,不经涂装也可以保持物性稳定。特别适合不涂装在户外直接使用。
中文名:AES树脂
英文名:AES resin
别 名:EPSAN树脂
外观:乳白色颗粒状固体
毒 性:无毒无味
密 度:1.05g/cm3
通常使用的ABS树脂具有优良的成型性、耐冲击性及光泽度等特性,但由于在合成ABS时所使用的丁二烯橡胶中含有双键结构,所以容易被紫外线、热能等分解氧化,在需要耐候性的地方长期使用时,会出现物性降低及变色等情况。虽然可以采用添加剂来解决这个问题,但是稳定剂对树脂长期稳定性能作用有限,所以最根本的办法是使用不含双键结构的稳定性橡胶。采用这种方法制造的树脂有AES、ASA、ACS等。
AES不仅仅是一种高耐候性的树脂,由于EPDM橡胶相Tg低,使AES具有比ASA更加优异的耐低温冲击性,因而越来越多地被使用于汽车零部件及其它需要寿命长、安全可靠的塑料制品。不需涂装的优点使AES在价格上更有竞争力。在电子消费领域,AES的耐候性还意味即使长期使用,也能更好地保持制品原有新鲜亮丽的色彩。
AES在日光照射下非常稳定,即使在室外暴露很长时间,其颜色及物性变化极小。
AES常使用的ABS树脂具有优良的成型性、耐冲击性及光泽度等特性,但由于在合成ABS时所使用的丁二烯橡胶中含有双键结构,所以容易被紫外线、热能等分解氧化,在需要耐候性的地方长期使用时会出现物性降低及变色等情况。虽然可以采用添加剂来解决这个问题,但是稳定剂对树脂长期稳定性能作用有限,所以最根本的办法是使用不含双键结构的稳定性塑胶AES。
产品特点:
AES树脂产品为颗粒状,乳白色,无毒,无味。其密度约为1.05g/cm3,具有优良的耐冲击性能、低温使用性、着色性、耐油性、绝缘性等性能,其耐候性是ABS树脂的4~8倍,加工性能、表面光泽度与ABS树脂相似,可以代替ABS树脂在一些耐候性要求高的领域使用。
耐候性:
丙稀腊-三元乙丙橡胶-苯乙烯接枝共聚物(AES)橡胶相为
ABS树脂中残留双键上α-H的解离能为163KJ/mol,稳定性低,容生取代反应,容易被低能量的光及氧气、臭氧分解。或者在受热的情况下被氧化或交联。
而AES中橡胶相三元乙丙橡胶主链无残留双键,其氨键解离能为380KJ/mol,需要能量很高的光线照射才可以分解,目前地球上没有波长如此低能量如此高的光线,侧链随具有一定反应活性,对材料整体性能没有太大影响,使得AES具有优异的耐候性和耐热氧老化性。
机械性能:
AES树脂具有良好的机械性能,其橡胶相三元乙丙橡胶,玻璃化转变温度为-60℃,使其在较低的温度下仍具有较高的冲击强度。通常情况下,AES树脂的拉伸强度为35~55MPa,缺口冲击强度在8~35KJ/m。
热性能:
AES树脂的热变形温度92℃,维卡软化温度95℃。基体含有大量SAN树脂,长时间处于高温下会发生分解,产生有毒物质,加工中应注意加工温度不能太高和物料的停留时间不能太长。通常AES树脂没有阻燃性(阻燃牌号等级除外)。
着色性能:
AES树脂中含有腈基,极性强,易于染色。
电绝缘性能:
AES树脂体积电阻大,其制品拥有良好的绝缘性能,可以用作电器外壳。
耐化学药品性:
AES树脂可以溶于极性溶剂,如酮、醛、氯化烃类,在极性溶剂中长时间放置会变软或者发生溶胀。对酸、碱有良好的抗腐蚀性。由于有强极性基团的存在,其耐油性优良。
注塑工艺:
干燥条件:80~85℃(耐热AES:90-100℃)下最少干燥3-4小时;AES材料具有吸湿性,要求在加工之前进行干燥处理;材料湿度应保证小于0.1%。
加工温度:200~260℃,耐热AES温度提高10℃,不宜在高温炮筒内停留时间过长(应小于30分钟);
模具温度:40…80℃;
注射压力:500~800bar;
注射速度:中高速度;
螺杆背压:10-40bar。